|
|
您现在的位置 > 技术资料
二通插装方坯剪切机液压系统的常见故障与排除 |
| 发布时间:2017/10/15 |
在钢铁生产过程中,经过热锻造或连续锻造加工后的方坯,需要按定尺长度切断。除溪用火焰切割和锯片切割方式外还可采用剪切方式。传统的机械剪体积庞大且噪声、振动大:液压剪则避免了这些缺点。因此,显示了方坯剪切方式与火焰切割和锯切相比的优越性,期
切方式使金属损失少、能源消耗少、切口整齐、噪声小等特点。
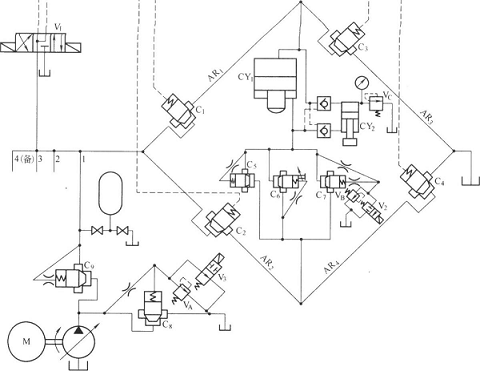
1、剪切机液压系统的工作过程
剪切机的液压系统工作原理如图5—23所示。插装阀C1、C2、C3、C4分别为4个液阻桥臂AR1、AR2、AR3、AR4上的主开关阀。当AR1、AR4桥臂通导,AR2、AR3桥臂截止时主压缸CY1和压紧缸CY2的活塞杆向下,完成剪刃闭合动作。当AR2、AR3桥臂通导, AR1、AR。桥臂截止时,主液压缸和压紧缸活塞杆向上收缩,剪刃开启,电磁换伺阀V1控4个桥臂上插装阀的开与关。在液阻桥路的中路上,插装阀Cs和C6组成向下的单向节流路,其作用是使剪刃慢速接近钢坯,防止冲击。插装阀C7与阀V2、VB组成开、关及溢回路,其作用可使剪刃快降以及保护主液压缸无杆腔的超压。压紧缸上腔的溢流阀Vc用以调紧压紧力。插装阀C8及V3、VA组成电磁溢流回路。C9为单向阀。由于液压剪所需流大,故采用了4个变量柱塞泵,工作是采用3备1方式。
2、剪切机液压系统的常见故障与排除
二通插装阀液压系统在调试和运转过程中,遇到的故障其原因比较复杂,某一故障的出现仅与某一元件有关,还可能与执行元件、电气控制系统、机械等方面有关,这里介绍剪板机几种常见故障及处理方法。
(1)系统无压力原因如下。
①盖板调压阀泄漏太大。
②电磁换向阀不动作或卡死。
③压力阀卡在开启位置。
处理方法如下。
①检查该调压阀。
②检查电磁阀、电源是否通,清洗该阀。
③检修调压阀,使其运动正常,封闭可靠。
(2)各口压力不足或无压力原因如下。
①相应的进油阀卡住打不开。
②相应的电磁阀不动作。
③相应的调压阀调整不当。
处理方法如下。
①检修相应的进油阀。
②检查相应的电磁阀是否正常。
③重新调整压力。
④检修相应的调压阀。
(3)流量不足原因如下。
①泵的排量调整不当。
②相应的阀泄漏太大。
②检修阀压力阀。
③重新调整工作循环。
|
|



